Wasserdruck, Durchflussmenge und Temperatur haben starken Einfluss auf die effiziente Produktion von Produkten in der Spritzguss-, Druckguss- und Extrusionsindustrie.

Was für einen Einfluss hat der Wasservolumenstrom auf die Kühlung?
In der Kunststoff- und Druckgussindustrie ist es gängig, bei der Werkzeugkühlung nur über die Kühltemperatur zu sprechen. Die Durchflussmenge und vor allem die Strömung des Kühlwassers wird dabei häufig vernachlässigt.
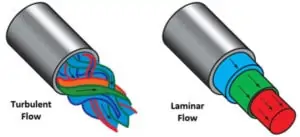
Beim Wasserstrom innerhalb der Kühlbohrungen unterscheidet man generell zwischen laminarem und turbulentem Wasserstrom.
Zur Effizienten Kühlung von flüssigem Kunststoff ist eine schnelle Wasserbewegung an der Bohrungskontur notwendig, um die Wärme vom Spritzling auf das Kühlwasser zu übertragen.
Beim laminaren Wasserstrom kommt es aufgrund der Strömungsbewegung zu einem großen Geschwindigkeitsunterschied im Wasserfließverhalten zwischen dem Bohrungskern und der Bohrungsaußenwand. Die Wärmeübertragung auf das Kühlwasser wird so stark beeinflusst.
Bei dem turbulenten Wasserstrom hingegen findet eine Verwirbelung der Strömungen statt, weshalb dieser Geschwindigkeitsunterschied zwischen Stromkern und Stromwand wesentlich geringer ausfällt. Somit kann eine schnellere Wärmereduzierung im Werkzeug in kurzer Zeit erreicht werden. Die Kühlzeiteinstellung lässt sich reduzieren, der Siegelpunkt wird schneller erreicht und es kann schneller auf Nachdruck geschaltet- und aufdosiert werden.
Prozessbeschleunigungen von 18% können häufig erreicht werden.
In der Kunststoff- und Druckgussindustrie ist es gängig, bei der Werkzeugkühlung nur über die Kühltemperatur zu sprechen. Die Durchflussmenge und vor allem die Strömung des Kühlwassers wird dabei häufig vernachlässigt.
Wie erreicht man turbulenten Wasserstrom?
Hauptsächlich wird turbulenter Wasserstrom durch ein geeignetes Temperiergerät mit hohem Druck und hoher Durchflusseinstellung am Werkzeugvorlauf erreicht. Moderne Temperiergeräte der neuesten Generation, wie der Frigel Microgel / Turbogel – Serie besitzen derartige Einstellungen, die einen turbulenten Wasserstrom im Werkzeug erzeugen.
Das Ziel der Einstellungen ist es, das deltaT zwischen Vor- und Rücklauf des Kühlwassers bei ca. 0,5 – 1,0 K zu halten. Ein kleineres deltaT zeugt von einer schnellen Wärmeabfuhr, ein größeres deltaT hingegen deutet auf eine unzureichende Kühlung hin. Diese Temperaturen sind bevorzugt mit einem Digitalthermometer oder Thermogerät zu messen.
Bei der Fertigung PET-Rohlingen sollte der Wasserdruck mindestens 6,0 bar betragen, da das Kühlwasser durch sehr kleine Kühlbohrungen über eine vergleichsweise weite Strecke befördert werden muss. Diese Bohrungen liegen im Regelfall bei ca. 3mm und an der Mündungsseite bei ca. 2mm.
Während des Einspritzvorganges schrumpft der Kunststoff innerhalb von einer Sekunde von der Kavitätswand weg, weshalb der Fokus besonders auf der Kernkühlung liegen sollte. Bei einem unzureichenden Wasserfluss findet diese Kühlung nicht effizient genug statt, weshalb die Zykluszeit unnötig verlängert werden muss.
Die neue Frigel Microgel / Turbogel – Serie zur Beschleunigung Ihres Spritzgussprozesses
Es wurde beobachtet, dass viele Faktoren sich auf die optimale Kühltemperatur eines Spritzgusswerkzeuges auswirken:
Neben der offensichtlichen Optimalkühltemperatur des teilkristallinen oder amorphen Granulates hat die Größe des Werkzeuges, sowie die Breite und Anordnung der Kühlbohrungen einen nicht zu vernachlässigenden Einfluss.
Zudem wurde bei herkömmlichen Systemen mit zentraler Kältemaschine und Freikühlern ein Defizit an gleichbleibendem und prozessangepassten Wasserstroms dokumentiert.
Die Erzeugung von einem turbulentem Strom ist in solchen Systemen aufgrund der zentralen Auslegung und Wasserversorung über weite Strecken enweder gar nicht- oder nur unter hohem Energieaufwand möglich.
Daher entwickelte Frigel die Microgel / Turbogel – Serie. Sie erinnern vom Aussehen an herkömmliche Temperiergeräte und werden genauso neben der Spritzgussmaschine / Extrusionsanlage / Druckgussmaschine installiert und von einem Freikühler bei 30-38°C kondensiert.
In dem Microgel versteckt sich aber eine Hochleistungskältemaschine, die eine Temperaturbandbreite von -6°C bis +90°C abdecken kann. Innerhalb des Kreislaufes zwischen Microgel und Spritzgussmaschine / Extrusionsanlage / Druckgussmaschine wird vom Microgel ein turbulenter Wasserstrom erzeugt, der je nach Maschinenausführung bei bis zu 6,0 bar und 250m³/h das Werkzeug kühlt.
Bei der Einbringung in ein vorhandenes Kühlsystem greifen viele Unternehmen zur Turbogel – Serie, die als reine Volumenstromerhöhungseinheit und Temperatursteuerung dient.
Es ist sogar eine Spezialausführung vorhanden, die der Microgel / Turbogel – Serie erlaubt, zwei unterschiedliche Wassertemperaturen aus einem einzigen Gerät zu erzeugen.
Somit sind alle Voraussetzung zur effizienten Kühlung Ihres Werkzeuges vorhanden, mit individueller Kühltemperatur und individuellem Wasservolumen im turbulenten Strom.
Haben Sie interesse an der Microgel / Turbogel – Serie oder wünschen Sie Beratung?
Dann kontaktieren Sie uns!
Jetzt Termin vereinbaren!
Jetzt Termin vereinbaren!
Gerne stehen wir Ihnen für eine individuelle Beratung telefonisch und vor Ort zur Verfügung und freuen
uns über Ihre Kontaktaufnahme. Sprechen Sie uns an!
Fragen Sie nach einem Rückruf oder kontaktieren Sie uns unter: info@elsasser-technik.de
Jetzt Termin vereinbaren!
Gerne stehen wir Ihnen für eine individuelle Beratung telefonisch und vor Ort zur Verfügung und freuen
uns über Ihre Kontaktaufnahme. Sprechen Sie uns an!
Fragen Sie nach einem Rückruf oder kontaktieren Sie uns unter: info@elsasser-technik.de